ЪзвГ> аТЮХжааФ
ЫЎБУЦћЪДЕФЯрЙижЊЪЖ
1.ЫЎБУЦћЪДВњЩњЕФдвђЃК
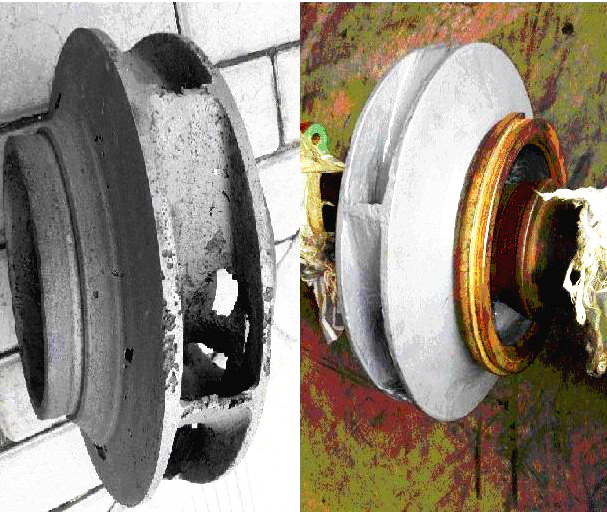
ЫЎБУЦћЪДЪЧгЩвКЬхЦћЛЏв§Ц№ЕФЃЌвКЬхЗжзгвнГівКЬхБэУцЃЌГЩЮЊЦјЬхЗжзгЕФЙ§ГЬЃЌГЦЮЊЁАЦћЛЏЁБЁЃвКЬхЕФЦћЛЏГЬЖШгыбЙСІЕФДѓаЁЁЂЮТЖШИпЕЭгаЙиЁЃШмНтгквКЬхжаЕФЦјЬхЃЌдкбЙСІКЭЮТЖШБфЛЏЪБвВЛсЪЭЗХГіРДЃЌаЮГЩЦћбЈЁЃЕБвКЬхФкВПбЙСІЯТНЕЃЌЕЭгквКЬхдкИУЮТЖШЯТЕФБЅКЭеєЦћбЙЪБЃЌдкОжВПЧјгђаЮГЩЦћХнЛђЦћбЈЃЛЖјдкбЙСІЩ§ИпЕФЕиЗНЦћХнЭЛШЛБЛЫФжмЕФбЙСІбЙЦЦЃЌвКСївђЙпадвдМЋИпЕФЫйЖШЯђЦћХнЕФжааФМЗбЙЃЌЖдЩшБИдьГЩЫЎСІГхЛїЁЃетжжЮЂХнЕФВњЩњЁЂРЃСбвдМАЖдЙ§СїБэУцВњЩњЮяРэКЭЛЏбЇзїгУЕФећИіЙ§ГЬГЦЮЊЦћЪДЁЃ
ШчЙћвКЬхжаВЛКЌШЮКЮдгжЪЃЌМДЪЙдкбЙСІКмЕЭЪБвВВЛЛсЗЂЩњЦћЪДЁЃЙњЭтЕФЦћЪДбаОПепЭЈЙ§ЪдбщШЯЮЊЃЌГЌИпДПЫЎЕФПЙРЧПЖШЃЈМДВњЩњПебЈЕФМЋЯоЃЉдЖдЖГЌЙ§ЭЈГЃЕФН№ЪєВФСЯЕФПЙРЧПЖШЁЃЕЋЭЈГЃЕФвКЬхжазмЪЧКЌЦјЬхЛђЙЬЬхЃЌетаЉдгжЪГЩЮЊЦћЪДКЫзгЃЌдквЛЖЈЬѕМўЯТгеЗЂПебЈЕФЗЂЩњЁЃКЌЩАЫЎСїгЩгкЫЎгыЩАЕФБШжиВЛЭЌЃЌЩАСЃдЫЖЏЙьМЃгыСїЯпЭбРыЃЌПЩФмЛсМгЫйЦћЪДЕФЗЂЩњЁЃ
ЫЎБУдкЙЄзїЪБвКЬхдквЖТжЕФНјПкДІвђвЛЖЈецПебЙСІЯТЛсВњЩњЦћЬхЃЌЦћЛЏЕФЦјХндквКЬхжЪЕуЕФзВЛїдЫЖЏЯТЃЌЖдвЖТжЕШН№ЪєБэУцВњЩњАўЪДЃЌДгЖјЦЦЛЕвЖТжЕШН№ЪєЃЌДЫЪБецПебЙСІНаЦћЛЏбЙСІЃЌЦћЪДгрСПЪЧжИдкБУЮќШыПкДІЕЅЮЛжиСПвКЬхЫљОпгаЕФГЌЙ§ЦћЛЏбЙСІЕФИЛгрФмСПЃЌЕЅЮЛгУУзБъзЂЃЌгУЃЈNPSHЃЉrЁЃЮќГЬМДЮЊБиашЦћЪДгрСПІЄhЃКМДБУдЪаэЮќвКЬхЕФецПеЖШЃЌврМДБУдЪаэЕФАВзАИпЖШЃЌЕЅЮЛгУУзЁЃ
2.РыаФБУзювзЗЂЩњЦћЪДЕФВПЮЛЃК
a.вЖТжЧњТЪзюДѓЕФЧАИЧАхДІЃЌППНќвЖЦЌНјПкБпдЕЕФЕЭбЙВрЃЛ
b.бЙГіЪвжаЮЯПЧИєЩрКЭЕМвЖЕФППНќНјПкБпдЕЕЭбЙВрЃЛ
c.ЮоЧАИЧАхЕФИпБШзЊЪ§вЖТжЕФвЖЩвЭтдВгыПЧЬхжЎМфЕФУмЗтМфЯЖвдМАвЖЩвЕФЕЭбЙВрЃЛ
d.ЖрМЖБУжаЕквЛМЖвЖТжЁЃ
3.ЬсИпПЙЦјЪДДыЪЉЃК
a.ЬсИпРыаФБУБОЩэПЙЦјЪДадФмЕФДыЪЉЃК
(1)ИФНјБУЕФЮќШыПкжСвЖТжИННќЕФНсЙЙЩшМЦЁЃдіДѓЙ§СїУцЛ§ЃЛдіДѓвЖТжИЧАхНјПкЖЮЕФЧњТЪАыОЖЃЌМѕаЁвКСїМБОчМгЫйгыНЕбЙЃЛЪЪЕБМѕЩйвЖЦЌНјПкЕФКёЖШЃЌВЂНЋвЖЦЌНјПкаодВЃЌЪЙЦфНгНќСїЯпаЭЃЌвВПЩвдМѕЩйШЦСївЖЦЌЭЗВПЕФМгЫйгыНЕбЙЃЛЬсИпвЖТжКЭвЖЦЌНјПкВПЗжБэУцЙтНрЖШвдМѕаЁзшСІЫ№ЪЇЃЛНЋвЖЦЌНјПкБпЯђвЖТжНјПкбгЩьЃЌЪЙвКСїЬсЧАНгЪмзїЙІЃЌЬсИпбЙСІЁЃ
(2)ВЩгУЧАжУгеЕМТжЃЌЪЙвКСїдкЧАжУгеЕМТжжаЬсЧАзїЙІЃЌвдЬсИпвКСїбЙСІЁЃ
(3)ВЩгУЫЋЮќвЖТжЃЌШУвКСїДгвЖТжСНВрЭЌЪБНјШывЖТжЃЌдђНјПкНиУцдіМгвЛБЖЃЌНјПкСїЫйПЩМѕЩйвЛБЖЁЃ
(4)ЩшМЦЙЄПіВЩгУЩдДѓЕФе§ГхНЧЃЌвддіДѓвЖЦЌНјПкНЧЃЌМѕаЁвЖЦЌНјПкДІЕФЭфЧњЃЌМѕаЁвЖЦЌзшШћЃЌвддіДѓНјПкУцЛ§ЃЛИФЩЦДѓСїСПЯТЕФЙЄзїЬѕМўЃЌвдМѕЩйСїЖЏЫ№ЪЇЁЃЕЋе§ГхНЧВЛвЫЙ§ДѓЃЌЗёдђгАЯьаЇТЪЁЃ
(5)ВЩгУПЙЦћЪДЕФВФСЯЁЃЪЕМљБэУїЃЌВФСЯЕФЧПЖШЁЂгВЖШЁЂШЭаддНИпЃЌЛЏбЇЮШЖЈаддНКУЃЌПЙЦћЪДЕФадФмдНЧПЁЃ
b.ЬсИпНјвКзАжУгааЇЦћЪДгрСПЕФДыЪЉЃК
(1)діМгБУЧАжќвКЙожавКУцЕФбЙСІЃЌвдЬсИпгааЇЦћЪДгрСПЁЃ
(2)МѕаЁЮќЩЯзАжУБУЕФАВзАИпЖШЁЃ
(3)НЋЩЯЮќзАжУИФЮЊЕЙЙрзАжУЁЃ
(4)МѕаЁБУЧАЙмТЗЩЯЕФСїЖЏЫ№ЪЇЁЃШчдквЊЧѓЗЖЮЇОЁСПЫѕЖЬЙмТЗЃЌМѕаЁЙмТЗжаЕФСїЫйЃЌМѕЩйЭфЙмКЭЗЇУХЃЌОЁСПМгДѓЗЇУХПЊЖШЕШЁЃ
(5)НЕЕЭБУШыПкЙЄжЪНщжЪЮТЖШЃЈЕБЪфЫЭЙЄжЪНгНќБЅКЭЮТЖШЪБЃЉЁЃ
вдЩЯДыЪЉПЩИљОнБУЕФбЁаЭЁЂбЁВФКЭБУЕФЪЙгУЯжГЁЕШЬѕМўЃЌНјаазлКЯЗжЮіЃЌЪЪЕБМгвдгІгУЁЃ