对客户负责、为客户服务、让客户满意!
服务承诺:
本公司承诺提供的货物都是优质产品,并完全符合国家、行业、企业标准或合同规定的技术条件,保证设备经正确安装、正常运转和保养,在其使用寿命期内具有满意的性能。设备制造完成后,对设备质量、性能要求按有关标准及合同规定进行详细而全面的检验,使质量达到客户的要求,并出具产品质量合格证。
为了加强我司与各客户之间的友好合作,本着对客户负责、为客户服务、让客户满意的宗旨,我司将视产品为企业的生命,做到“不合格的材料不采购,不合格的零配件不装配,不合格的产品不发货”严格把好质量关,以良好的产品质量和最佳的售后服务树立公司形象。
为了更好的为广大客户服务,我们郑重的向客户承诺:
1.坚决做到按合同要求,配套齐全,产品合格,按要求的时间、地点送到并提供给客户完整的产品资料;
2.加强售前、售中、售后服务,把“24小时服务”,“全过程服务”贯彻在整个订单的全过程。
3.全面建立客户档案,使用本公司产品的过程中所出现的问题,请及时反馈本公司,我们会及时处理并改进;
4.客户如有需要,我司可以免费提供产品相关技术及安装调试的电话咨询。
5.客户如有需要,我司可以派出技术人员或售后服务人员到现场指导安装调试,确保设备正常运行。
6.客户如有需要,我司可以及时提供合格的备品备件,并保证长期供应,以满足售后的需要。
7.产品质保壹年,在质保期内,产品确因质量问题而引起损坏或不能正常工作,本公司负责免费修理或调换,并提供有关的保养维修知识。如因客户使用不当或不在质保期内而引起损坏或不能正常工作,本公司对我们的产品提供终身维护服务(质保期过后只收取基本的零件费,人工费)。
8.如果是由于我方造成的设备损坏,按合同要求及时组织售后服务人员进行无偿修复,直至无偿更换新设备到客户满意为止。
离心泵运转过程中,难免会出现各种各样的故障。因而,如何提高泵运转的可靠性、寿命及效率,以及对发生的故障及时准确的判断处理,是保证生产平稳运行的重要手段。
一、引言:
随着石油化工等的不断发展,对离心泵的要求不断增加。离心泵做为输送物料的一种转动设备,对连续性较强的化工装置生产尤为重要。因此,需要很多要求输送高温介质及高扬程的离心泵。而离心泵运转过程中,难免会出现各种各样的故障。因而,如何提高泵运转的可靠性、寿命及效率,以及对发生的故障及时准确的判断处理,是保证生产平稳运行的重要手段。
二、常见故障原因分析及处理:
1.泵不能启动或启动负荷大
原因及处理方法如下:
(1)原动机或电源不正常。处理方法是检查电源和原动机情况。
(2)泵卡住。处理方法是用手盘动联轴器检查,必要时解体检查,消除动静部分故障。
(3)填料压得太紧。处理方法是放松填料。
(4)排出阀未关。处理方法是关闭排出阀,重新启动。
(5)平衡管不通畅。处理方法是疏通平衡管。
2.泵不排液
原因及处理方法如下:
(1)灌泵不足(或泵内气体未排完)。处理方法是重新灌泵。
(2)泵转向不对。处理方法是检查旋转方向。
(3)泵转速太低。处理方法是检查转速,提高转速。
(4)滤网堵塞,底阀不灵。处理方法是检查滤网,消除杂物。
(5)吸上高度太高,或吸液槽出现真空。处理方法是减低吸上高度;检查吸液槽压力。
3.泵排液后中断
原因及处理方法如下:
(1)吸入管路漏气。处理方法是检查吸入侧管道连接处及填料函密封情况。
(2)灌泵时吸入侧气体未排完。处理方法是要求重新灌泵。
(3)吸入侧突然被异物堵住。处理方法是停泵处理异物。
(4)吸入大量气体。处理方法是检查吸入口有否旋涡,淹没深度是否太浅。
4.流量不足
原因及处理方法如下:
(1)同2.2,2.3。处理方法是采取相应措施。
(2)系统静扬程增加。处理方法是检查液体高度和系统压力。
(3)阻力损失增加。处理方法是检查管路及止逆阀等障碍。
(4)壳体和叶轮耐磨环磨损过大。处理方法是更换或修理耐磨环及叶轮。
(5)其他部位漏液。处理方法是检查轴封等部位。
(6)泵叶轮堵塞、磨损、腐蚀。处理方法是清洗、检查、调换。
5.扬程不够
原因及处理方法如下:
(1)同2.2的(1),(2),(3),(4),2.3的(1),2.4的(6)。处理方法是采取相应措施。
(2)叶轮装反(双吸轮)。处理方法是检查叶轮。
(3)液体密度、粘度与设计条件不符。处理方法是检查液体的性质。
(4)操作时流量太大。处理方法是减少流量。
6.运行中功耗大
原因及处理方法如下:
(1)叶轮与耐磨环、叶轮与壳有磨檫。处理方法是检查并修理。
(2)同2.5的(4)项。处理方法是减少流量。
(3)液体密度增加。处理方法是检查液体密度。
(4)填料压得太紧或干磨擦。处理方法是放松填料,检查水封管。
(5)轴承损坏。处理方法是检查修理或更换轴承。
计量泵常见故障:
1)计量泵吸液不正常:
旋转到冲程长度100%位置。这样可以使整套部件旋转至背板漏液排出孔与泵的最底端对齐。在泵运行过程中调整液力端和隔膜至合适的位置。
对反应时间来说,脉冲持续时间可能不足够长。相对于标准的脉冲宽度80msec,流量监视器脉冲宽度扩展可以被激活,增加脉冲宽度至300msec。激活智能转换开关,取下固定电路板的护盖, 移走跳线X-1。这样就激活了扩展功能,在故障指示之前允许有更多的时间。
计量泵安装自排气泵头,采用自灌式吸液。保持吸液管线尽可能短。
2)拆换计量泵隔膜:
在拆去旧的隔膜时,常遇到麻烦。就如何拆下旧的隔膜提供一些额外的建议。
⒈ 在泵头松动之后,取下泵头之前,调节冲程长度到10%位置。可以保证电磁轴有足够的压力,保持其连接稳固,这样就可以旋下隔膜。
⒉ 向外拉液力端使螺丝从插孔内脱离。抓住液体端逆时针旋转。稍有些阻力,可以旋下隔膜。
⒊ 计量的化学药品可能在液力端结晶,致使单向阀阀球和阀座不能正常工作。
⒋ 在计量泵的吸入端可能有气体泄漏。液力端吸入侧连接件可能缺少O型圈或吸入阀连接松动。
3)用流量监视计量一种高粘度介质,在引液过程中收到了流量故障指示信号,怎么做可以解决这个问题?
通过松开4个泵头螺丝,移动液力端。旋转冲程长度到10%并抓住液力端,然后从螺丝孔滑出 ,那么螺丝不与它们接触,但是还把持着背板和隔膜。然后逆时针旋转此部件,稍有些阻力,隔膜会从电磁轴松动下来。如果隔膜还没有松动,在隔膜和电磁轴的接触表面用些润滑油。放置几分钟后,用一塑胶小锤轻轻敲打隔膜。然后在按照以上描述再次进行。
4)如何防止计量泵冲程定位马达烧毁?
⒈取下固定泵头的4个螺丝。螺丝位置在计量泵的背面。
⒉看是否安装了排泄管并且排泄阀闭合?在计量泵引液阶段排泄阀需要打开。注意:并不是所有的计量泵都有排泄阀。
⒊在隔膜安装完毕、并且背板漏液排出孔置于垂直位置之后,安装泵头。确保吸液阀与漏液排出孔对齐,液力端的螺丝与相应的4个孔对齐。
5)液压计量泵流量变小或不准确?
⒈拧开三阀中的放气阀。
⒉通过补油阀充分补油。
消防泵常见故障处理方法:
通常消防泵在检修过程中,消防泵故障的诊断是一个关键的环节,以下给出几种常见故障及消除措施,供大家有的放矢地进行消防泵故障的诊断。
液体不足或压力不足:
1)泵没有注水或没有适当排气:
消除措施:检查泵壳和入口管线是否全部注满了液体。
2)速度太低:
消除措施:检查电机的接线是否正确,电压是否正常或者透平的蒸汽压力是否正常。
3)系统水头太高:
消除措施:检查系统的水头(特别是磨擦损失)。
4)吸程太高:
消除措施:检查现有的净压头(入口管线太小或太长会造成很大的磨擦损失)。
5)叶轮或管线受堵:
消除措施:检查有无障碍物。
6)转动方向不对:
消除措施:检查转动方向。
7)产生空气或入口管线有泄漏:
消除措施:检查入口管线有无气穴和/或空气泄漏。
8)填料函中的填料或密封磨损,使空气漏入泵壳中:
消除措施:检查填料或密封并按需要更换,检查润滑是否正常。
9)抽送热的或挥发性液体时吸入水头不足:
消除措施:增大吸入水头,向厂家咨询。
10)底阀太小:
消除措施:安装正确尺寸的底阀。
11)底阀或入口管浸没深度不够:
消除措施:向厂家咨询正确的浸没深度。用挡板消除涡流。
12)叶轮间隙太大:
消除措施:检查间隙是否正确。
13)叶轮损坏:
消除措施:检查叶轮,按要求进行更换。
14)叶轮直径太小:
消除措施:向厂家咨询正确的叶轮直径。
15)压力表位置不正确:
消除措施:检查位置是否正确,检查出口管嘴或管道。
16)水泵壳密封垫损坏:
消除措施:检查密封垫的情况并按要求进行更换。
消防泵功率消耗太大:
1)转动方向不对:
消除措施:检查转动方向。
2)叶轮损坏:
消除措施:检查叶轮,按要求进行更换。
3)转动部件咬死:
消除措施:检查内部磨损部件的间隙是否正常。
4)轴弯曲:
消除措施:校直轴或按要求进行更换。
5)速度太高:
消除措施:检查电机的绕组电压或输送到透平的蒸汽压力。
6)水头低于额定值。抽送液体太多:
消除措施:向厂家咨询。安装节流阀,切割叶轮。
7)液体重于预计值:
消除措施:检查比重和粘度。
8)填料函没有正确填料(填料不足,没有正确塞入或跑合,填料太紧):
消除措施:检查填料,重新装填填料函。
9)轴承润滑不正确或轴承磨损:
消除措施:检查并按要求进行更换。
10)耐磨环之间的运行间隙不正确:
消除措施:检查间隙是否正确。按要求更换水泵壳和/或叶轮的耐磨环。
11)泵壳上管道的应力太大:
消除措施:消除应力并厂家代表咨询。在消除应力后,检查对中情况。
填料函泄漏太大:
1)轴弯曲:
消除措施:校直轴或按要求进行更换。
2)联轴节或泵和驱动装置不对中:
消除措施:检查对中情况,如需要,重新对中。
3)轴承润滑不正确或轴承磨损:
消除措施:检查并按要求进行更换。
消防泵轴承温度太高:
1)轴弯曲:
消除措施:校直轴或按要求进行更换。
2)联轴节或水泵和驱动装置不对中:
消除措施:检查对中情况,如需要,重新对中。
3)轴承润滑不正确或轴承磨损:
消除措施:检查并按要求进行更换。
4)泵壳上管道的应力太大:
消除措施:消除应力并向厂家代表咨询。在消除应力后,检查对中情况。
5)润滑剂太多:
消除措施:拆下堵头,使过多的油脂自动排出。如果是油润滑的泵,则将油排放至正确的油位。
消防泵填料函过热:
1)填料函中的填料或密封磨损,使空气漏入泵壳中:
消除措施:检查填料或密封并按需要更换。检查润滑是否正常。
2)填料函没有正确填料(填料不足,没有正确塞入或跑合,填料太紧):
消除措施:检查填料,重新装填填料函。
3)填料或机械密封有设计问题:
消除措施:向本公司咨询。
4)机械密封损坏:
消除措施:检查并按要求进行更换。向厂家咨询。
5)轴套刮伤:
消除措施:修复、重新机加工或按要求进行更换。
6)填料太紧或机械密封没有正确调节:
消除措施:检查并调节填料,按要求进行更换。调节机械密封(参考制造商的与水泵一起提供的说明或向厂家咨询)。
消防泵转动部件:
1)轴弯曲:
消除措施:校直轴或按要求进行更换。
2)耐磨环之间的运行间隙不正确:
消除措施:检查间隙是否正确。按要求更换泵壳或叶轮的耐磨环
3)泵壳上管道的应力太大:
消除措施:消除应力并厂家代表咨询。在消除应力后,检查对中情况。
4)轴或叶轮环摆动太大:
消除措施:检查转动部件和轴承,按要求更换磨损或损坏的部件。
5)叶轮和泵壳耐磨环之间有脏物,泵壳耐磨环中有脏物:
消除措施:清洁和检查耐磨环,按要求进行更换。隔断并消除脏物的来源。
在修理消防泵后组装时容易忽略的一个小问题:
涡壳泵中叶轮出口中线即叶轮出口宽的中线应与涡壳进口中线对齐。如果对不齐时,应在叶轮轮彀与轴肩通过加设垫片调整。应将两中线控制在0.5毫米的范围内。对于比转数大的泵稍差些对泵的性能影响不大,对于中低比速的泵由于叶轮出口很窄,例如叶轮出口宽仅10毫米,如果与涡壳中线偏1毫米,对消防泵的性能就有明显的影响。建议调整后可将两中线(叶轮及涡壳)误差控制在叶轮出口宽的5%以内为好。
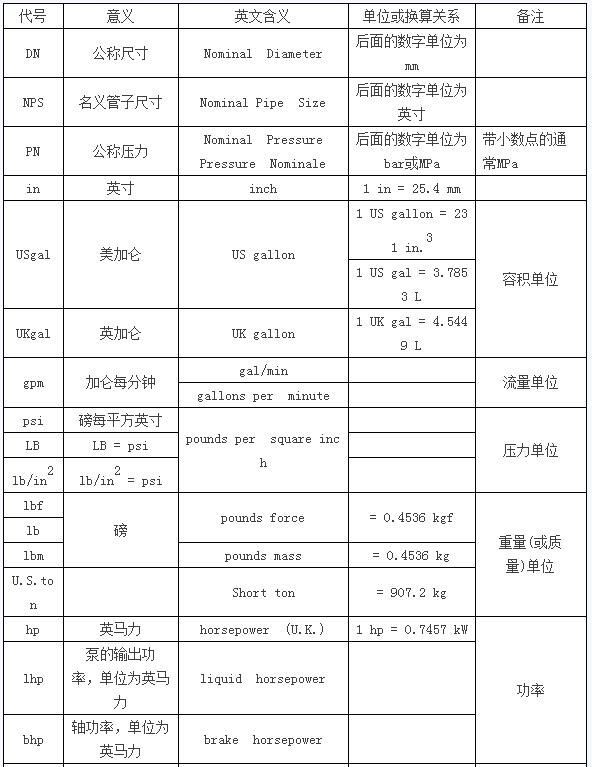
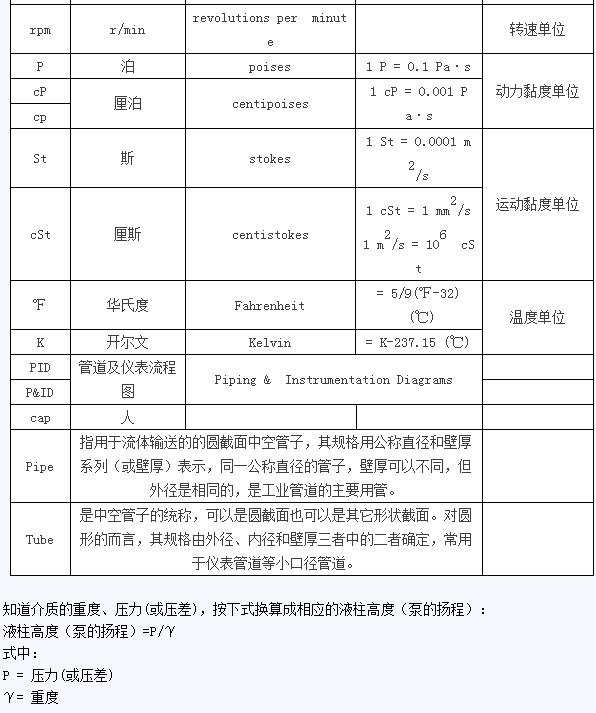
一、泵阀行业常用单位及其换算:
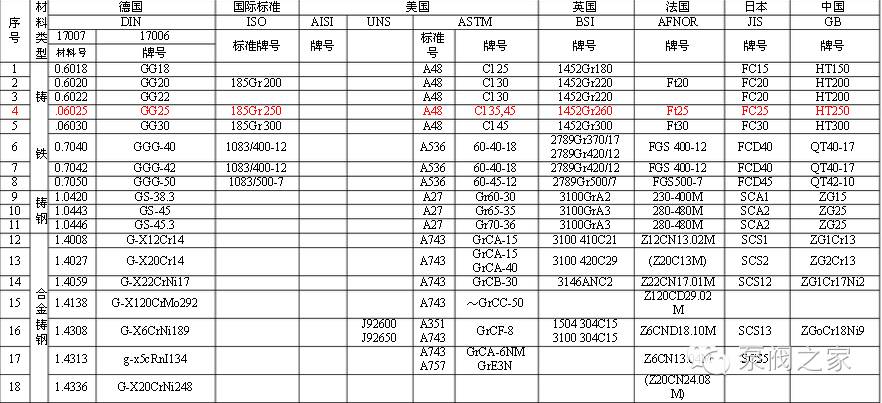
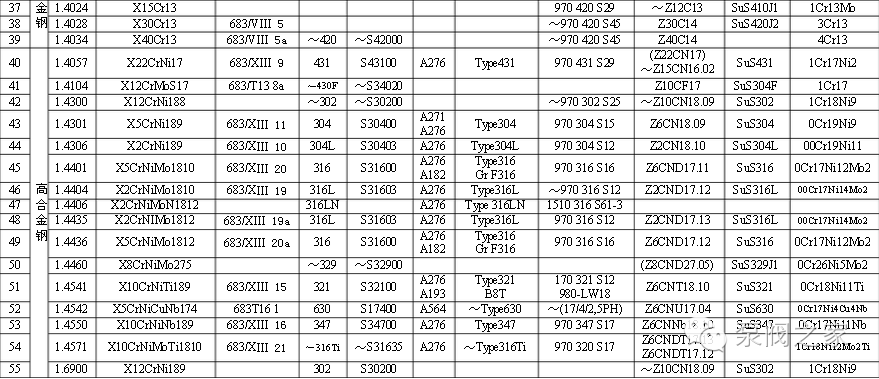
二、水泵行业常用材料代号:
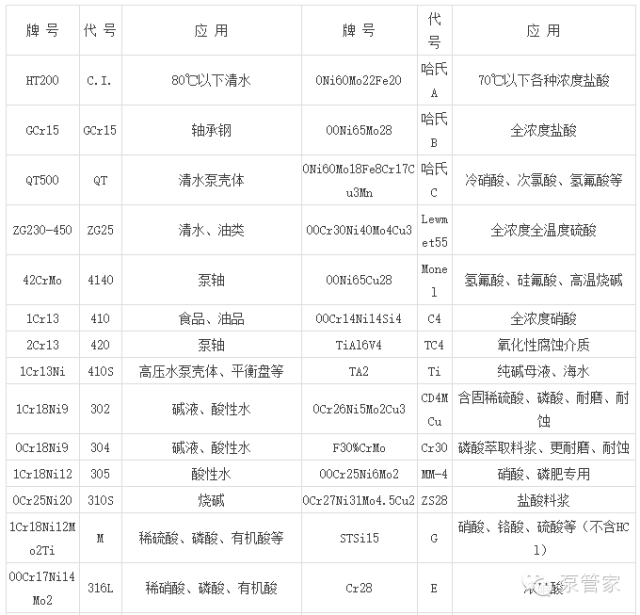
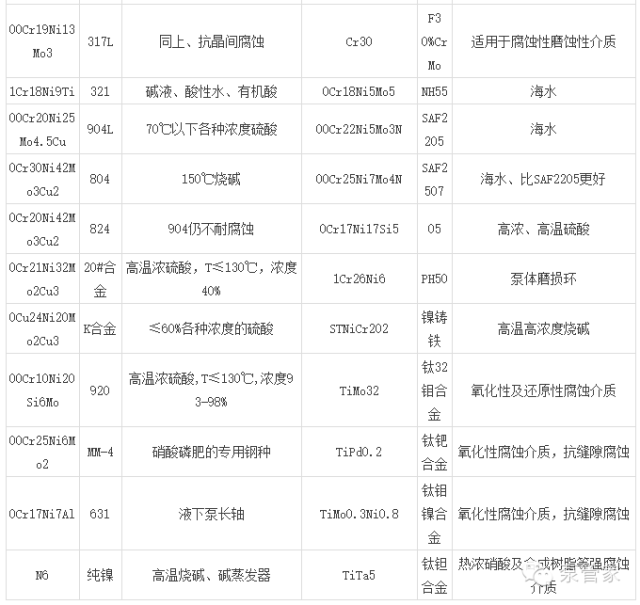
三、水泵行业常用材料对照表:

四、泵行业轴常用材料及其机械性能:
|
材料牌号 |
热处理 |
毛坯直径(mm) |
硬度HB |
抗拉强度σb≥ |
屈服强度σs≥ |
弯曲疲劳极限σ-1≥ |
扭转疲劳极限τ-1≥ |
许用弯曲应力 |
备 注 |
||
|
[σ+1] |
[σ0] |
[σ-1] |
|||||||||
|
Q235-A |
- |
- |
- |
440 |
240 |
180 |
105 |
125 |
70 |
40 |
用于不重要或载荷不大的轴 |
|
20 |
正火 |
25 |
≤156 |
420 |
250 |
180 |
100 |
125 |
70 |
40 |
用于载荷不大,要求韧性较高 的场合。 |
|
正火 |
≤100 |
103~156 |
400 |
220 |
165 |
95 |
125 |
70 |
40 |
||
|
35 |
正火 |
25 |
≤87 |
540 |
320 |
230 |
130 |
165 |
75 |
45 |
用于有一定强度要求和加工 塑性要求的轴。 |
|
正火 |
≤100 |
149~187 |
520 |
270 |
210 |
120 |
165 |
75 |
45 |
||
|
调质 |
≤100 |
156~207 |
560 |
300 |
230 |
130 |
175 |
85 |
50 |
||
|
45 |
正火 |
25 |
≤241 |
610 |
360 |
260 |
150 |
195 |
95 |
55 |
应用最广泛。 |
|
正火 |
≤100 |
170~217 |
600 |
300 |
240 |
140 |
195 |
95 |
55 |
||
|
调质 |
≤200 |
217~255 |
650 |
360 |
270 |
155 |
215 |
100 |
60 |
||
|
40Cr |
调质 |
25 |
|
1000 |
800 |
485 |
280 |
245 |
120 |
70 |
用于载荷较大,而无很大冲击 的重要轴。 |
|
≤100 |
241~286 |
750 |
550 |
350 |
200 |
245 |
120 |
70 |
|||
|
35SiMn |
调质 |
25 |
|
900 |
750 |
445 |
255 |
245 |
120 |
70 |
性能接近40Cr,用于中小型轴。 |
|
≤100 |
229~286 |
800 |
520 |
355 |
205 |
245 |
120 |
70 |
|||
|
40MnB |
调质 |
25 |
|
1000 |
800 |
485 |
280 |
245 |
120 |
70 |
性能同40Cr,用于重要的轴。 |
|
≤200 |
241~286 |
750 |
500 |
335 |
195 |
245 |
120 |
70 |
|||
|
40CrNi |
调质 |
25 |
|
1000 |
800 |
485 |
280 |
285 |
130 |
75 |
用于很重要的轴 |
|
35CrMo |
调质 |
25 |
|
100 |
850 |
500 |
285 |
245 |
120 |
70 |
性能接近40CrNi,用于 重载荷的轴。 |
|
≤100 |
207~269 |
750 |
550 |
350 |
200 |
245 |
120 |
70 |
|||
|
38SiMnMo |
调质 |
≤100 |
229~286 |
750 |
600 |
360 |
210 |
275 |
120 |
70 |
性能接近于35CrMo。 |
|
37SiMn2MoV |
调质 |
25 |
|
1000 |
850 |
495 |
285 |
275 |
120 |
70 |
用于高强度、大尺寸和 重载荷的轴。 |
|
≤200 |
269~302 |
880 |
700 |
425 |
245 |
275 |
120 |
70 |
|||
|
38CrMoAlA |
调质 |
30 |
229 |
1000 |
850 |
495 |
285 |
275 |
125 |
75 |
用于要求耐磨、高强且热处 理变形很小的(氮化)轴 |
|
20Cr |
渗碳淬火 |
15 |
表面HRC |
850 |
550 |
375 |
215 |
215 |
100 |
60 |
用于要求强度、韧性均较高 的轴(如齿轮轴、蜗杆) |
|
20CrMnTi |
渗碳淬火 |
15 |
表面HRC |
1100 |
850 |
525 |
300 |
365 |
165 |
100 |
|
|
1Cr13 |
调质 |
≤60 |
187~217 |
600 |
420 |
275 |
155 |
275 |
130 |
75 |
用于腐蚀条件下工作的轴。 |
|
2Cr13 |
调质 |
≤100 |
197~248 |
660 |
450 |
295 |
170 |
275 |
130 |
75 |
|
|
1Cr18Ni9Ti |
淬火 |
≤60 |
≤192 |
550 |
220 |
205 |
120 |
165 |
75 |
45 |
用于在高、低温及强腐蚀 条件下工作的轴。 |
|
QT400-15 |
- |
- |
156~197 |
400 |
300 |
145 |
125 |
100 |
|
|
用于结构、形状复杂的轴 |
|
QT450-10 |
- |
- |
170~207 |
450 |
330 |
160 |
140 |
110 |
|
|
|
|
QT500-7 |
- |
- |
187~255 |
500 |
380 |
180 |
155 |
125 |
|
|
|
|
QT600-3 |
- |
- |
197~269 |
600 |
420 |
215 |
185 |
150 |
|
|
|
|
注:1. 表中所列疲劳极限数据,均按下式计算σ-1≈0.27(σb+σs),τ-1≈0.156(σb+σs)。 |
|||||||||||